
September 20, 2025
While often associated with aerospace or medical devices, CNC machining components are equally vital...
We manufacture high-quality brake hose fittings using our CNC turning and milling shops. Whether it’s anodized aluminum, stainless steel, or chrome-plated steel adapter fitting, our engineers are skilled at producing these Banjo brake adapter fitting, and we have ample stock of standard sizes. Check Catalog Now
At its core, a banjo brake adapter is a small, shaped fitting that changes the angle at which your brake hose connects to the caliper or master cylinder. It consists of two main parts:
They come in a variety of angles (e.g., 10°, 28°, 30°, 45°, 75°, 90°) and orientations (left, right, up, down) to solve almost any clearance or routing issue you might encounter.
There are several scenarios where a banjo adapter is not just useful, but essential:


Creating a banjo brake adapter is a symphony of digital design and mechanical precision. Here’s how it’s done:
Once the design is finalized, the CAD model is imported into Computer-Aided Manufacturing (CAM) software. This program translates the 3D model into a set of instructions (G-code) that the CNC machine will follow. It determines the cutting tools, spindle speeds, feed rates, and toolpaths needed to create the part.
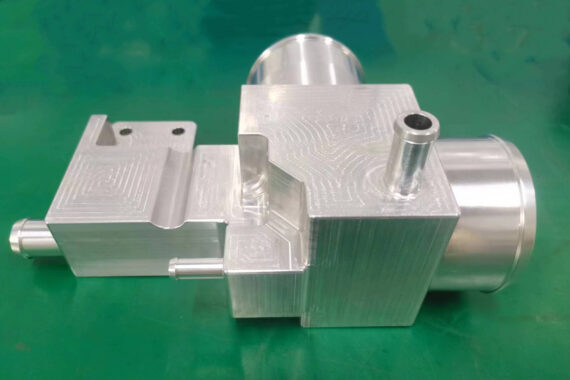
A solid block of aircraft-grade aluminum is securely clamped into the CNC mill. The machine then uses a series of specialized tools to sculpt the part:
This process is often completed in a single setup on a modern 3-axis or 5-axis CNC mill, ensuring perfect alignment between all features.
After machining, the part is carefully removed from the machine. Any sharp edges or microscopic burrs left from the cutting process are meticulously removed by hand. This ensures clean threads and perfect sealing surfaces.
This is the non-negotiable final step. Every single adapter must be inspected. Critical checks include:
For corrosion resistance and aesthetics, parts are often anodized. This hard, durable electrochemical process can add a layer of protection (clear anodize) or a splash of color (red, blue, black, etc.). The anodizing process must be carefully controlled to avoid building up material on the critical threads, which often need to be masked or chased post-anodizing.


While often associated with aerospace or medical devices, CNC machining components are equally vital...
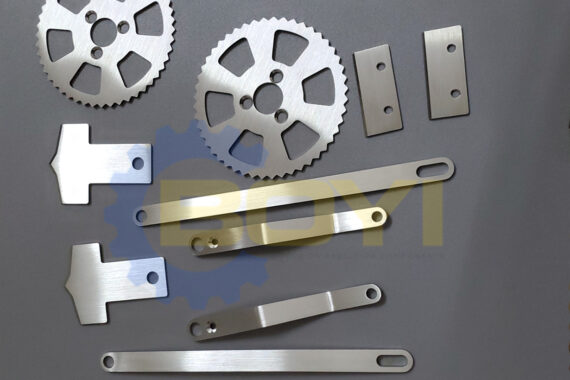
Our professional CNC machining service is revolutionizing the manufacturing of drywall taping tool parts,...

As an experienced CNC machining aluminum bronze alloy parts CNC machining company, we can...